Injection-molded magnets provide almost unlimited dimensional and magnetic flexibility. Made by blending magnetic materials (NdFeB, ferrite) with a polymer binder (typically nylon or PPS), these magnets can be molded just like plastic. They enable complex shapes and can be directly over-molded onto components like shafts or bushings, often removing the need for additional gluing or assembly. Injection molding is ideal for applications requiring high precision, complex shapes, and insert or over-molding. This process enables the rapid production of identical components, making it well-suited for high-volume manufacturing. Injection molded magnets are commonly used in magnetic sensors, brakes, and other applications. Exceptional tensile strength ensures high resistance to impact and rotational forces, along with excellent chemical resistance.
| ∇ Versatile shapes and magnetization options |
| ∇ NdFeB, SmCo, AlNiCo, and Ferrite materials available |
| ∇ Ideal for large-scale applications |
| ∇ High resistance to impact, rotational forces, and chemicals |
| ∇ Maintain tight tolerances for precision |
Properties of Injection-molded Magnets
| Pa12 Series | ||||||||||||||||||||||
| Grade | TP-A19 | TP-A24 | TP-A25 | TP-F26CB | TP-A26NK | TP-F26S | TP-T27D | TP-A27E (PaA) | TP-A27E (P2A) ND2 | TP-A27E (SD) | TP-A27ES | TPA-202 | TP-A27E | TP-A27EC | TP-A27E(T) | TP-A27NK | TP-NK2 | TP-A27P | ||||
|
Magnetic Properties |
TODA NO.610-1 |
Residual Magnetic Beam Density | Br | mT (G) | 207 (2065) | 260 (2596) | 278 (2780) | 277 (2770) | 287 (2871) | 282 (2820) | 290 (2900) | 288 (2880) | 289 (2887) | 288 (2880) | 289 (2890) | 293 (2930) | 289 (2890) | 293 (2932) | 294 (2940) | 298 (2980) | 304 (3042) | 308 (3080) |
| Coercive Force | bHc | kA/m (Oe) | 160 (2003) | 185 (2328) | 190 (2386) | 186 (2341) | 189 (2370) | 188 (2353) | 191 (2400) | 191 (2400) | 191 (2402) | 187 (2350) | 194 (2430) | 192 (2410) | 190 (2390) | 187 (2335) | 191 (2400) | 197 (2480) | 185 (2322) | 183 (2300) | ||
| Intrinsic Coercivity | iHc | kA/m (Oe) | 248 (3118) | 242 (3038) | 238 (2985) | 233 (2926) | 231 (2907) | 228 (2870) | 230 (2890) | 239 (3000) | 232 (2912) | 229 (2880) | 234 (2940) | 231 (2900) | 229 (2880) | 228 (2852) | 231 (2900) | 235 (2950) | 216 (2711) | 211 (2650) | ||
| Maximum Magnetic Energy Product | (BH) max | kJ/m3 (MGOe) | 8.5 (1.058) | 13.4 (1.672) | 15.2 (1.902) | 15.2 (1.896) | 16.3 (2.038) | 15.6 (1.960) | 16.6 (2.080) | 16.4 (2.060) | 16.5 (2.062) | 16.3 (2.050) | 16.5 (2.070) | 16.9 (2.130) | 16.4 (2.060) | 16.8 (2.109) | 17.0 (2.140) | 17.4 (2.185) | 18.2 (2.275) | 18.8 (2.35) | ||
|
Physical Properties |
ASTM-D792 | Molding Density | g/cm3 | 2.90 | 3.40 | 3.57 | 3.55 | 3.63 | 3.63 | 3.64 | 3.65 | 3.65 | 3.68 | 3.68 | 3.68 | 3.69 | 3.70 | 3.70 | 3.74 | 3.78 | 3.82 | |
| ASTM-D1238 | Fluidity | MI | g/10min | 380 270°C/ 10kg |
163 |
34 |
70 |
150 270°C/ 10kg |
65 270°C/ 10kg |
100 270°C/ 10kg |
60 270°C/ 10kg |
60 270°C/ 10kg |
65 270°C/ 10kg |
40 270°C/ 10kg |
60 270°C/ 10kg |
65 270°C/ 10kg |
63 270°C/ 10kg |
58 270°C/ 10kg |
85 270°C/ 10kg |
75 270°C/ 10kg |
76 270°C/ 10kg |
|
| Condition | ||||||||||||||||||||||
| ASTM-D790 | Bending Strength | MPa | 119 | 100 | 122 | 112 | 103 | 115 | 96 | 111 | 110 | 92 | 104 | 113 | 92 | 92 | 105 | 99 | 114 | 110 | ||
| Flexural Modulus | GPa | 6.9 | 9.7 | 12.3 | 12.1 | 12.0 | 14.5 | 10.9 | 11.5 | 10.6 | 11.3 | 11.3 | 13.3 | 11.3 | 11.2 | 12.5 | 15.1 | 14.3 | 19.3 | |||
| ASTM-D638 | Tensile Strength | MPa | 63 | 54 | 66 | 61 | 54 | 59 | 49 | 51 | 52 | 46 | 54 | 58 | 46 | 45 | 50 | 55 | 52 | 67 | ||
| Stretch | % | 6.0 | 3.7 | 4.3 | 4.4 | 3.4 | 3.9 | 4.2 | 5.1 | 4.1 | 5.3 | 4.9 | 4.0 | 5.3 | 4.8 | 4.0 | 2.5 | 2.8 | 2.7 | |||
| ASTM-D256 | 1ZOD Impact Strength | kJ/m2 | NB | 20.9 | 23.1 | 19.9 | 12.3 | 15.6 | 16.5 | 21.4 | 23.1 | 20.4 | 20.1 | 17.6 | 20.4 | 18.0 | 21.6 | 12.1 | 12.3 | 11.0 | ||
| Toda | Skrinkage | % | 1.05 | 0.74 | 0.68 | 0.55 | 0.76 | 0.66 | 0.57 | 0.70 | 0.70 | 0.72 | 0.69 | 0.47 | 0.72 | 0.74 | 0.70 | 0.59 | 0.60 | 0.48 | ||
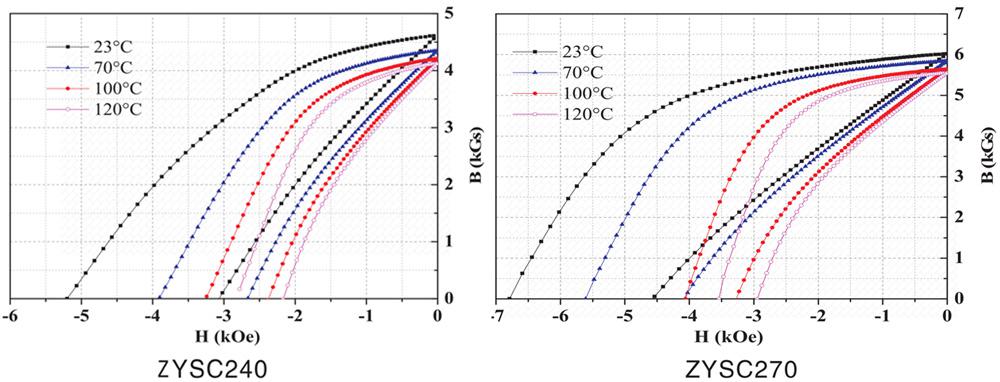
Demagnetization Curves of Injection-molded magnets at Different Temperatures
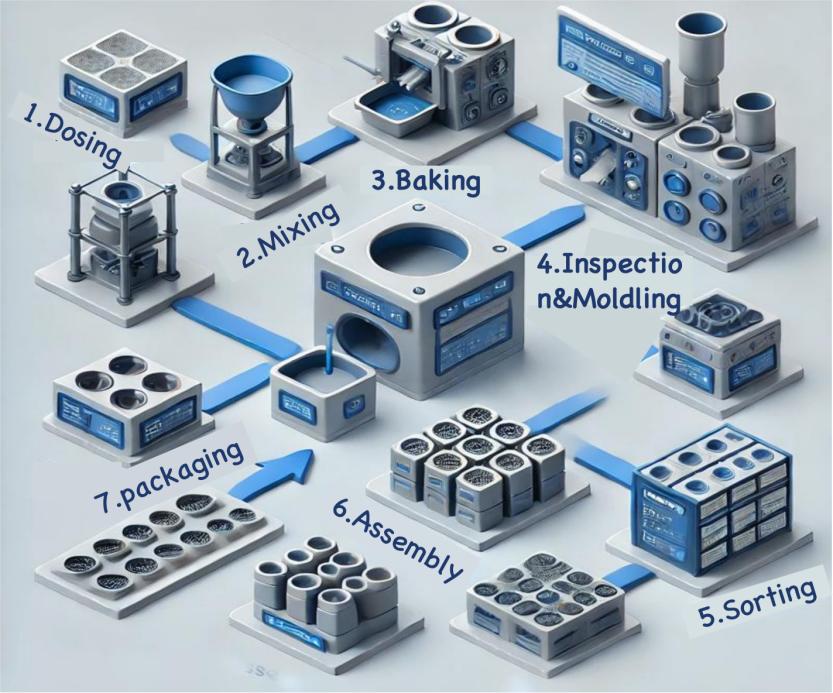
Process Flow

Sintered neodymium magnets are the world’s most powerful commercially available magnets, with energy products ranging from 33 to 52 MGOe. They offer an ideal solution for applications requiring strong, highly coercive magnets available in large quantities at a relatively low cost. Sintered neodymium magnets are widely used in consumer products like cell phones, speakers, fasteners, and toys, as well as in industrial applications such as metal detectors, oil filters, alternators, flow meters, and welding clamps. They are also essential in MRI machines, hybrid and electric vehicles, and wind turbines due to their high power and compact size. Sintered neodymium magnets come in various shapes—blocks, rings, arcs, discs, spheres, and more—with Ni-Cu-Ni plating being the most common coating, although other finishes are also available. ∇ Most powerful permanent magnets ∇ High performance at a low cost ∇ Excellent Demagnetization Resistance ∇ Options for standard and high-temperature materials ∇ Energy products exceeding 50 MGOe
Read More
Injection-molded magnets provide almost unlimited dimensional and magnetic flexibility. Made by blending magnetic materials (NdFeB, ferrite) with a polymer binder (typically nylon or PPS), these magnets can be molded just like plastic. They enable complex shapes and can be directly over-molded onto components like shafts or bushings, often removing the need for additional gluing or assembly. Injection molding is ideal for applications requiring high precision, complex shapes, and insert or over-molding. This process enables the rapid production of identical components, making it well-suited for high-volume manufacturing. Injection molded magnets are commonly used in magnetic sensors, brakes, and other applications. Exceptional tensile strength ensures high resistance to impact and rotational forces, along with excellent chemical resistance. ∇ Versatile shapes and magnetization options ∇ NdFeB, SmCo, AlNiCo, and Ferrite materials available ∇ Ideal for large-scale applications ∇ High resistance to impact, rotational forces, and chemicals ∇ Maintain tight tolerances for precision
Read More
Compression Bonded Neodymium Magnets offer exceptional versatility with multiple processing options, featuring strong mechanical properties and higher electrical resistivity than sintered magnets. Compression bonded neodymium magnets can be produced in complex shapes with precise geometric tolerances. Made from hard magnetic powder combined with a non-magnetic polymer or rubber binder, the powder can consist of materials like hard ferrite, alnico, or rare earth elements. Ideal for minimizing cogging torque in motors, compression bonded neodymium magnets are well-suited for high-volume applications. Their machinability makes them perfect for low-volume production as well, allowing for customized magnetizing patterns, including multipole or skewed poles. The epoxy binder in compression bonded neodymium magnets ensures strong resistance to industrial and automotive fluids and solvents, enhancing durability. ∇ Strong magnetic performance ∇ Capable of achieving tight tolerances ∇ Excellent mechanical strength ∇ Resistant to corrosion and mild chemicals ∇ Isotropic, allowing magnetization in any direction ∇ Operating temperature range from -40˚C to 165˚C
Read More
Magnet assemblies are sophisticated systems that combine magnets with various materials, such as metals, ceramics, and polymers, to enhance magnetic performance and adapt to specific industrial applications. These assemblies are not merely a collection of magnets but rather an integrated unit designed to channel, focus, and control magnetic forces efficiently. By leveraging materials like steel, aluminum, or plastic in conjunction with the magnet, these assemblies enhance the magnetic field strength and durability while offering structural stability. We offer a wide range of magnetic assemblies and subassemblies, crafted from virtually any type of magnetic material or combination thereof. With advanced techniques like plastic injection molding and metal die casting, we can precisely integrate components such as spindles, bushings, gears, and other inserts. Additional fabrication methods, including press fitting, gluing, and over-molding, are also available to meet specific design and functional requirements. Magnet assemblies offer versatile applications across a wide array of industries: Automotive In electric vehicles (EVs), magnet assemblies are used in electric motors, sensors, and actuators, enabling enhanced efficiency and precision in engine performance. Electronics Magnet assemblies enhance the performance of electronic components, from speakers to hard drives, by providing robust and reliable magnetic fields. Medical Devices Magnet assemblies are vital in medical technology, enhancing the reliability and precision of MRI machines, pacemakers, and surgical tools, ensuring stable performance in sensitive environments. Renewable Energy In wind turbines and solar power systems, magnet assemblies are essential for energy generation, conversion, and storage.
Read More
Ferrite magnets are low-cost, lightweight permanent magnets with moderate energy levels and relatively high coercive strength, capable of operating at temperatures up to 480°F. They offer excellent corrosion resistance, making them ideal for high-volume applications in manufacturing and consumer products. Ferrite magnets are available in two types: isotropic and anisotropic. Isotropic ferrite magnets have lower magnetic properties due to their nearly uniform magnetic behaviour in all directions, allowing them to be magnetized in multiple directions or multi-poles. Anisotropic ferrite magnets have better magnetic properties. ♦ Cost-effective solution for high-volume applications ♦ Medium strength performance ♦ High-temperature resistance ♦ Available in both isotropic and anisotropic grades ♦ Corrosion-resistant for durability ♦ Capable of withstanding high temperatures up to 300°C ♦ Cost-effective solution for low Br requirements, up to 4.2 MGOe Classification and applications of ferrite magnets Material Grades Main Applications Characteristics Shapes ZY10T Strip magnet for sensor, disk, apparatus, household appliance, electric motor, medical device, sensor Isotropic, material easy to multimagnetize by different direction, magnets with high precise dimension Strip, cylinder, ring, U-shape ZY20JZY20 Electric motors for water and oil pump, and other micro-brushless motor rotor Dry anisotropic products, multi-pole radial or full-eddy magnetic ring, high surface magnetic, stable performance characteristics Cylinder, Ring ZY25ZY30 All kinds of loudspeakers audio, electric-motor, medical device, sensor, receiver, pulling-system High-density, high and stable performance Ring, Cylinder, Block, Block and hole ZY33HZY34HZY4036 Electric motors for electric tools, magnetic motor for motorcycle, electric motors for Auto. Applications such as wiper, power window, magnetic pulling devices, household appliance, medical treatment device, sensors, ABS motor, starter motors for motorcycle, plane motor Moderate BR and Hcj, stable performance, strong capability in anti-demagnetization, extensive application Segment, Block, Ring, Cylinder ZY4129 High-quality loudspeakers, receivers, electric-motors for meters and instrument, magnetic adhesion, medical device, magnetic motor High Br & sensitivity, stable, excellent quality, high flux density Ring, Cylinder, Block ZY4229 Microwave oven Magnetron, high-quality loudspeakers, receivers, electric-motors for office-equipment, apparatus and instrument, micro-motor High Br and Hcb, high sensitivity stable, excellent quality, high flux density Ring, Cylinder, Segment, Block ZY3845ZY3850ZY4040ZY4350 Starter motors for automobile and for motorcycle, other motor for automobile, conditioning/ refrigerator compressor motor High Hcb and Hcj, with strong capability in anti-demagnetization and aging, wide temperature range Segment, Block ZY4240ZY4040ZY4545 Starter motors for automobile, Electric motors for auto application such as ABS, blower , wiper and electric shift motor and adjustable Pedal motor, electric motors for household appliance, compressors of air-conditioners and etc. higher Br and high flux density, with high power, stable performance, extensive application Segment, Ring, Block ZY4433ZY4646 Electric motors for oil pump and throttle of auto. as well as high -grade loudspeakers, meters, household appliance and office automation Higher Br with high sensitivity applying for micro-sized high performance motors Segment, Ring, Block ZY4654ZY4748 Starter motors for automobile, compressors of air-conditioner and refrigerator, electric motors for auto appliance such as ABS, power window, sunroofs and oil pump Higher Br and high flux, strong capability in anti-demagnetization, low temperature coefficient segment, Block
Read More
Alnico magnets are a group of permanent magnets composed mainly of aluminum (Al), nickel (Ni), and cobalt (Co), with iron (Fe) as a base metal. In addition to these primary elements, small amounts of other materials such as copper (Cu) and titanium (Ti) are often added to further enhance their magnetic properties. Alnico magnets stand out for their high temperature stability, maintaining approximately 85% of room-temperature magnetization up to 1,000°F. They offer strong residual induction, high energy products, and natural corrosion resistance, eliminating the need for surface treatments (though plating is an option). Alnico magnets can be manufactured through casting or sintering. While sintered alnico magnets are slightly less powerful than cast versions, they offer better mechanical properties. The sintering process is ideal for high-volume production, producing structurally stronger parts than cast magnets and achieving relatively close tolerances without the need for grinding. ∇ Highly resistant to extreme temperatures, with operating temps exceeding 1000°F ∇ Lower coercive strength, easily demagnetized ∇ Strong corrosion resistance: Less susceptible to oxidation than other magnets ∇ Available in both cast and sintered forms
Read More
Samarium-cobalt magnet is a kind of rare earth permanent magnet material with high temperature resistance, excellent thermal stability and high coercivity. The main raw materials of samarium-cobalt magnet are samarium and cobalt.The samarium-cobalt magnet with a certain shape is produced by furnace. powder manufacturing, pressing molding, sintering and precisely machining. Although the room temperature magnetic property of samarium-cobalt magnet is inferior to that of NdFeB magnet, its thermal stability is more than10 times that of NdFeB magnet. When the temperature exceeds 150C, the magnetic energy product, coercivity and thermal stability of samarium cobalt magnet all exceed that of NdFeB magnet. Samarium cobalt is the best permanent magnetic material with excellent thermal stability at present. ∇ Low Cost ∇ Strong Corrosion Resistance ∇ Temperature range between 250°C and 550°C ∇ Strong Demagnetization Resistance ∇ High Corrosion Resistance; Highly resistant to oxidation Typical Physical Properties of Samarium Cobalt Materials Physical Characteristics unit SmCo5 Sm2Co17 Density g/cm3 8.1 - 8.6 8.2-8.5 Tc °C 750 850 Bending Strength MPa 120 - 180 80 - 160 Compressive Strength MPa 1000 - 1200 800 - 1200 Tensile Strength MPa 40 35 Fracture Toughness MPa • m1/2 1 - 2 1.5 - 2.5 Modulus of Elasticity MPa 1.3 x 105 2 x 105 Modulus of Rigidity MPa / 8 x 104 Poisson Ratio / / 0.2 HV / 400 - 500 500 - 650 Resistivity µΩ • cm 0.5 - 0.6 0.8 - 0.9 Thermal Conductivity W • (m •°C)-1 11 10 Specific Heat kJ (kg •°C)-1 0.37 0.35 Thermal Expansion Coefficient Lcaxis x10-6 K 7 8 Llc axis 15 11
Read More
 English
English