Integrated assemblies injection molded magnets are engineered to provide precise, reliable magnetic performance directly within complex systems. Manufactured by combining magnetic powders with polymer binders through an injection molding process, these magnets are embedded within custom assemblies to reduce the need for additional components and streamline product designs. Ideal for use in applications requiring high accuracy and consistency, integrated assemblies injection molded magnets are often found in automotive systems, sensors, medical devices, and industrial machinery.
At ZOYN, we specialize in creating integrated assemblies injection molded magnets tailored to meet the specific needs of diverse industries, including automotive, medical, electronics, and automation. Our expertise in advanced design and manufacturing ensures high-performance magnetic solutions with seamless integration and durability for even the most demanding applications.
Key Features of Integrated Assemblies Injection Molded Magnets
1. Customized Magnetization: Can be magnetized in axial, radial, or multipole configurations to suit specific application needs, ensuring precise control of magnetic fields.
2. High Precision and Tight Tolerances: Injection molding allows for exact shaping, creating magnets that meet tight tolerances for seamless integration into assemblies.
3. Lightweight and Durable: The polymer-binder composite structure reduces weight while maintaining durability, ideal for weight-sensitive applications.
4. Corrosion Resistance: Naturally resistant to rust, moisture, and harsh environments; optional coatings such as epoxy or nickel can be added for extra protection.
5. Space-Saving Design: Integrated assemblies simplify product designs by embedding the magnet directly into the structure, reducing component count and assembly time.
6. Cost-Efficient Manufacturing: The injection molding process enables economical production of intricate shapes, ideal for complex and high-volume applications.
7. Temperature Resistance: Available in specialized grades for high-temperature environments, ensuring consistent performance in extreme conditions.
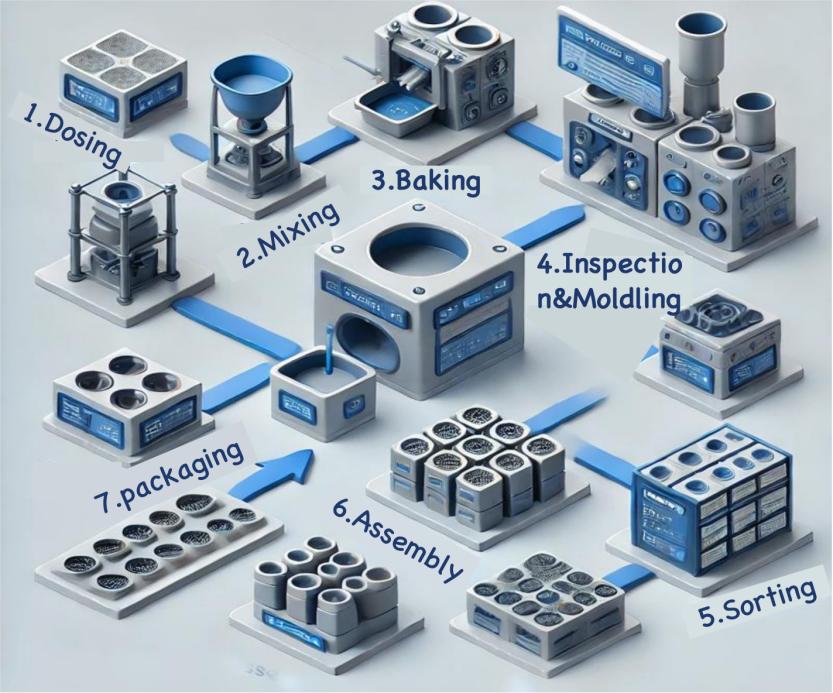
Injection Molded Magnets's Manufacturing Process
Main Applications
Properties of Injection-Molded Ferrites
| Pa12 Series | ||||||||||||||||||||||
| Grade | TP-A19 | TP-A24 | TP-A25 | TP-F26CB | TP-A26NK | TP-F26S | TP-T27D | TP-A27E (PaA) | TP-A27E (P2A) ND2 | TP-A27E (SD) | TP-A27ES | TPA-202 | TP-A27E | TP-A27EC | TP-A27E(T) | TP-A27NK | TP-NK2 | TP-A27P | ||||
|
Magnetic Properties |
TODA NO.610-1 |
Residual Magnetic Beam Density | Br | mT (G) | 207 (2065) | 260 (2596) | 278 (2780) | 277 (2770) | 287 (2871) | 282 (2820) | 290 (2900) | 288 (2880) | 289 (2887) | 288 (2880) | 289 (2890) | 293 (2930) | 289 (2890) | 293 (2932) | 294 (2940) | 298 (2980) | 304 (3042) | 308 (3080) |
| Coercive Force | bHc | kA/m (Oe) | 160 (2003) | 185 (2328) | 190 (2386) | 186 (2341) | 189 (2370) | 188 (2353) | 191 (2400) | 191 (2400) | 191 (2402) | 187 (2350) | 194 (2430) | 192 (2410) | 190 (2390) | 187 (2335) | 191 (2400) | 197 (2480) | 185 (2322) | 183 (2300) | ||
| Intrinsic Coercivity | iHc | kA/m (Oe) | 248 (3118) | 242 (3038) | 238 (2985) | 233 (2926) | 231 (2907) | 228 (2870) | 230 (2890) | 239 (3000) | 232 (2912) | 229 (2880) | 234 (2940) | 231 (2900) | 229 (2880) | 228 (2852) | 231 (2900) | 235 (2950) | 216 (2711) | 211 (2650) | ||
| Maximum Magnetic Energy Product | (BH) max |
kJ/m3 (MGOe) |
8.5 (1.058) | 13.4 (1.672) | 15.2 (1.902) | 15.2 (1.896) | 16.3 (2.038) | 15.6 (1.960) | 16.6 (2.080) | 16.4 (2.060) | 16.5 (2.062) | 16.3 (2.050) | 16.5 (2.070) | 16.9 (2.130) | 16.4 (2.060) | 16.8 (2.109) | 17.0 (2.140) | 17.4 (2.185) | 18.2 (2.275) | 18.8 (2.35) | ||
|
Physical Properties |
ASTM-D792 | Molding Density | g/cm3 | 2.90 | 3.40 | 3.57 | 3.55 | 3.63 | 3.63 | 3.64 | 3.65 | 3.65 | 3.68 | 3.68 | 3.68 | 3.69 | 3.70 | 3.70 | 3.74 | 3.78 | 3.82 | |
| ASTM-D1238 | Fluidity | MI | g/10min | 380 270°C/ 10kg |
163 |
34 |
70 |
150 270°C/ 10kg |
65 270°C/ 10kg |
100 270°C/ 10kg |
60 270°C/ 10kg |
60 270°C/ 10kg |
65 270°C/ 10kg |
40 270°C/ 10kg |
60 270°C/ 10kg |
65 270°C/ 10kg |
63 270°C/ 10kg |
58 270°C/ 10kg |
85 270°C/ 10kg |
75 270°C/ 10kg |
76 270°C/ 10kg |
|
| Condition | ||||||||||||||||||||||
| ASTM-D790 | Bending Strength | MPa | 119 | 100 | 122 | 112 | 103 | 115 | 96 | 111 | 110 | 92 | 104 | 113 | 92 | 92 | 105 | 99 | 114 | 110 | ||
| Flexural Modulus | GPa | 6.9 | 9.7 | 12.3 | 12.1 | 12.0 | 14.5 | 10.9 | 11.5 | 10.6 | 11.3 | 11.3 | 13.3 | 11.3 | 11.2 | 12.5 | 15.1 | 14.3 | 19.3 | |||
| ASTM-D638 | Tensile Strength | MPa | 63 | 54 | 66 | 61 | 54 | 59 | 49 | 51 | 52 | 46 | 54 | 58 | 46 | 45 | 50 | 55 | 52 | 67 | ||
| Stretch | % | 6.0 | 3.7 | 4.3 | 4.4 | 3.4 | 3.9 | 4.2 | 5.1 | 4.1 | 5.3 | 4.9 | 4.0 | 5.3 | 4.8 | 4.0 | 2.5 | 2.8 | 2.7 | |||
| ASTM-D256 | 1ZOD Impact Strength | kJ/m2 | NB | 20.9 | 23.1 | 19.9 | 12.3 | 15.6 | 16.5 | 21.4 | 23.1 | 20.4 | 20.1 | 17.6 | 20.4 | 18.0 | 21.6 | 12.1 | 12.3 | 11.0 | ||
| Toda | Skrinkage | % | 1.05 | 0.74 | 0.68 | 0.55 | 0.76 | 0.66 | 0.57 | 0.70 | 0.70 | 0.72 | 0.69 | 0.47 | 0.72 | 0.74 | 0.70 | 0.59 | 0.60 | 0.48 | ||

Injection Molded Ring Magnets: Precision and Versatility in Magnetic Solutions Injection Molded Ring Magnets are a highly versatile magnetic solution, engineered for precision and adaptability in advanced applications. These magnets are crafted using a specialized injection molding process that combines magnetic powders with polymer binders, allowing for intricate shapes and custom magnetization patterns. Their ring shape is particularly suited for rotary applications, such as motors, sensors, and encoders, where consistent and reliable magnetic performance is critical. At ZOYN, we produce high-quality injection molded ring magnets tailored to meet the unique demands of industries such as automotive, robotics, electronics, and renewable energy. Whether you need multipole magnetization, custom dimensions, or integration with other components, our magnets deliver exceptional performance and durability in even the most challenging environments. Key Features of Injection Molded Ring Magnets 1. Customizable Magnetization Rings can be magnetized in various orientations, including radially, axially, or in multipole configurations, to meet specific application requirements. 2. Complex Geometries Injection molding allows for intricate designs and tight tolerances, enabling the production of highly customized magnets that fit seamlessly into advanced systems. 3. Durability and Stability These magnets maintain their magnetic properties over time and are resistant to corrosion, vibration, and thermal stress, ensuring long-term reliability. 4. Integration-Ready Designs Injection molded ring magnets can be over-molded or combined with shafts, gears, and other components during the manufacturing process, simplifying assembly and improving product performance. 5. Lightweight and Strong The combination of magnetic materials and polymers results in a lightweight yet strong magnet, ideal for applications where weight reduction is crucial. 6. Cost-Effective Compared to sintered magnets, injection molded ring magnets are more economical for producing complex shapes or high-precision components in large quantities.
Read More
Injection Molded Integrated Assemblies Magnets - Advanced Magnetic Solutions for Complex Systems Integrated assemblies injection molded magnets are engineered to provide precise, reliable magnetic performance directly within complex systems. Manufactured by combining magnetic powders with polymer binders through an injection molding process, these magnets are embedded within custom assemblies to reduce the need for additional components and streamline product designs. Ideal for use in applications requiring high accuracy and consistency, integrated assemblies injection molded magnets are often found in automotive systems, sensors, medical devices, and industrial machinery. At ZOYN, we specialize in creating integrated assemblies injection molded magnets tailored to meet the specific needs of diverse industries, including automotive, medical, electronics, and automation. Our expertise in advanced design and manufacturing ensures high-performance magnetic solutions with seamless integration and durability for even the most demanding applications. Key Features of Integrated Assemblies Injection Molded Magnets 1. Customized Magnetization: Can be magnetized in axial, radial, or multipole configurations to suit specific application needs, ensuring precise control of magnetic fields. 2. High Precision and Tight Tolerances: Injection molding allows for exact shaping, creating magnets that meet tight tolerances for seamless integration into assemblies. 3. Lightweight and Durable: The polymer-binder composite structure reduces weight while maintaining durability, ideal for weight-sensitive applications. 4. Corrosion Resistance: Naturally resistant to rust, moisture, and harsh environments; optional coatings such as epoxy or nickel can be added for extra protection. 5. Space-Saving Design: Integrated assemblies simplify product designs by embedding the magnet directly into the structure, reducing component count and assembly time. 6. Cost-Efficient Manufacturing: The injection molding process enables economical production of intricate shapes, ideal for complex and high-volume applications. 7. Temperature Resistance: Available in specialized grades for high-temperature environments, ensuring consistent performance in extreme conditions. Injection Molded Magnets's Manufacturing Process Main Applications Automation Medical Industrial machinery Automotive Electronics
Read More
Rotor Injection Molded Magnets: High-Performance Magnetic Solutions for Efficient Rotary Systems Rotor injection molded magnets are specially designed to deliver precise and powerful magnetic fields in rotary applications, enhancing the performance and efficiency of motors and other rotating machinery. Manufactured by combining high-performance magnetic powders with polymer binders through an injection molding process, these magnets allow for complex shapes, tight tolerances, and custom magnetization patterns. Ideal for use in electric motors, generators, and automotive systems, rotor injection molded magnets ensure smooth and consistent operation even under demanding conditions. At ZOYN, we specialize in producing high-quality rotor injection molded magnets tailored to meet the unique needs of industries such as automotive, renewable energy, industrial automation, and robotics. With advanced manufacturing capabilities, customizable configurations, and durable materials, our magnets provide the strength, precision, and reliability needed for efficient rotary systems. Key Features of Rotor Injection Molded Magnets 1. Customized Magnetization Patterns Can be magnetized in axial, radial, or multipole configurations, allowing for precise control of magnetic fields for specific motor requirements. 2. High Precision and Tight Tolerances Injection molding allows for exact shaping, resulting in magnets that meet tight tolerances and fit seamlessly within rotor assemblies. 3. Lightweight and Compact Design The polymer-binder composite structure reduces weight without sacrificing strength, making these magnets ideal for compact, high-speed applications. 4. Corrosion Resistance Naturally resistant to moisture and rust, with optional protective coatings (such as epoxy or nickel) available for additional durability in challenging environments. 5. Temperature Stability Available in specialized grades for high-temperature applications, ensuring reliable performance in demanding conditions. 6. Cost-Effective Production The injection molding process enables economical manufacturing, especially for intricate designs and high-volume orders. 7. Enhanced Magnetic Performance Delivers consistent magnetic fields and high magnetic strength, essential for efficient and stable rotary operation.
Read More
 English
English